IEC60061 - Lamba Kapağı B22 Lamba Kapağı Ölçer için 3 Göstergeler 7006 -10, 7006 - 11, 7006 - 4A
Bitmeyen Lambalarda B22 İçin Ölçülemeyen Ölçer (7006-10-8)
Amaç: boyutu kontrol etmek için A min. B22'nin bitmiş lambalardaki kapakları.
Test: Bitmiş lambaların üzerindeki kapaklar, eğer ölçü aleti kapağın kendi ağırlığından geçemezse, doğru olması sağlanacaktır.
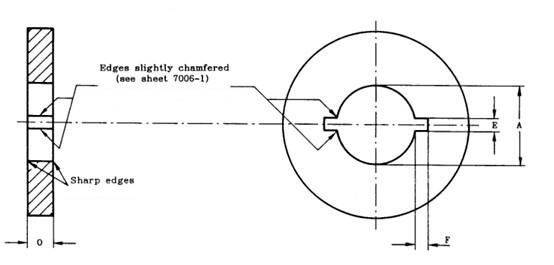
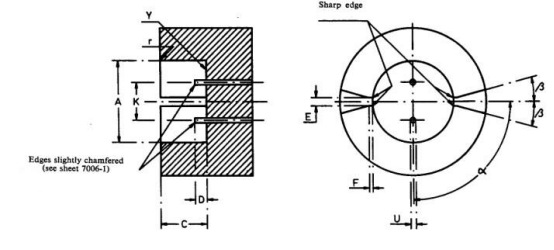
Bitmiş Lambalarda B22 Kapakları için “ Git ” Göstergeleri (7006-11-8)
Amaç: bitmiş lambalarda B22 kapaklarının pinlerinin max, N min, D1 max ve çaplarının boyutlarını kontrol etmek.
Test etme: kap, pimler yuvalardan Q geçene kadar göstergeye girmelidir. Başlık daha sonra küçük bir açıyla döndürülür ve pimler, S yüzeyiyle yakın temas halinde olacak şekilde preslenir. Bu pozisyonda, temas Yüzey X yüzeyinin altında olmamalı veya Z yüzeyinin ötesine yansıtılmamalıdır.

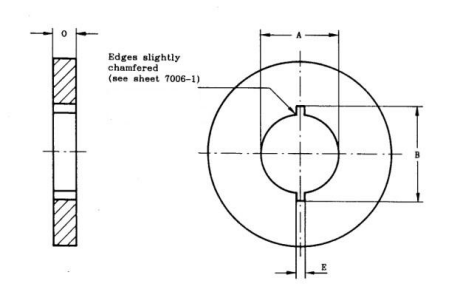
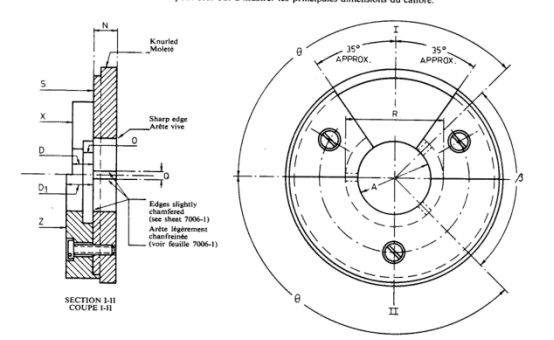
B22 Abajurlarında Kapakların Yerleştirilmesinin Test Edilmesi için Göstergeler (7006-4A-2)
Amaç: Lamba sahibinin içindeki bitmiş lamba üzerindeki kapağın takılması için B22d kapak boyutlarını kontrol etmek.
Test etme: Aşırı güç kullanmadan, pimler yuvalardan tamamen geçene kadar kapağı manometreye yerleştirmek mümkün olacaktır.
Otomatik Tel Diş Açma İçin B22d Kapakları İçin Kabul Göstergesi (7006-3-1)
Amaç: 7004-10 no.lu sayfada gösterildiği gibi B22d kapaklarının otomatik tel geçirilmesi için uygunluğu kontrol etmek.
Test etme: kapağın temas plakaları yüzeyinin temas yüzeyine (Y) temas edene kadar göstergeye düzgün bir şekilde yerleştirilebildiği takdirde kapağın doğru olduğu varsayılmalıdır.
“Bitti” Cap B22d -3 (90 0/135 0 ) / 25 * 26 Ölçülen Lambalar (7006-19-2)
Amaç: boyutlar A maks, N dk, D dk, D1 max ve 7004-10A levhada gösterilen pinlerin açısal pozisyonunun kontrolü için.
Test: kap, pimler yuvalardan (Q) geçene kadar göstergeye girmelidir. Başlık daha sonra küçük bir açıyla döndürülür ve pimler, S yüzeyiyle yakın temas halinde olacak şekilde preslenir. Bu pozisyonda, temas yüzeyi; X yüzeyinin altında kalmamalı, ayrıca kapaktaki tutucuların çaplarının değiştirilebilmesini sağlamak için kapağın ölçü testlerinin çapının Z. “N” nin ötesinde projelendirilmemelidir.
| boyut | B22 | Hata payı | boyut | B22 | Hata payı |
| bir | 22.15 | 0,01 -0,0 | S | 2.50 | 0,0 -0,04 |
| D | 6.00 | 0,0 -0,01 | R, | 29.5 | 0,0 -1.0 |
| D1 | 8.00 | 0,02 -0,0 | θ | 135 0 | 5' 5' |
| N- | 6.70 | 0,0 -0,01 | β | 90 0 | 5' 5' |
| O | 3.05 | 0,0 -0.1 | | | |
Not: biz özelleştirilmiş göstergeler kabul, sadece bize soruşturma üzerinde rakam numarası göndermek, tüm gagues üçüncü-laboratuar kalibrasyon geçebilir ve civatas (IS017025) tarafından autorized ceritificates alabilirsiniz.

 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!